Вальцы резинообрабатывающие.
Описание общее.
Алгоритм выбора вальцев (внизу страницы).
Назначение вальцев.
Вальцы резинообрабатывающие предназначены для:
· Приготовления резиновых, силиконовых и пластических смесей открытым методом. (К закрытому методу приготовления смесей относятся закрытые резиносмесители www.polgroup.ru/rez.html);
· Разогрева смесей при питании экструдеров, каландров, прессов;
· Введения дополнительных ингредиентов в смеси, таких как сера, для подготовки смеси непосредственно перед процессом вулканизации;
· Очищения от примесей невулканизированной резины – это рифайнер, или рафинировочные вальцы РФ;
· Дроблении вулканизированной резины – это дробильные вальцы ДР ;
· Перетирание крупной крошки 2…5мм. в более мелкую 1,7…0,55мм.
Типы вальцев.
Вальцы выпускаются следующих типов: ПД – подогревательные (фрикция 1,27), СМ – смесительные (фрикция 1,08), СМ-ПД - смесительно-подогревательные (фрикция 1,17), РФ – рафинировочные (фрикция 2,55), ДР – дробильные (фрикция 2,55), РЗ – размалывающие (фрикция 4), ПР – промывные (фрикция 1,39), ЛБ - лабораторные(обычно фрикция 1,27).
Размеры вальцев.
Мы изготавливаем и поставляет вальцы из Китая начиная с диаметра валков d=150мм. и длины валков L=320мм. до диаметра валков d=760мм. и длины валков L=2800мм. Поверхность валков может быть гладкая для смешения, подогрева, тонкого перетирания (измельчения) и регенерации (рафинирования) смесей, или рифлёная для дробления. С меньшим размером валков вальцы есть только в разделе Б/У вальцы www.polgroup.ru/nelvalc.html .
ГОСТы и ИСО (ISO) на вальцы.
Для приготовления, получения технологии и сертификации резины в лабораторных условиях по ГОСТ 14333-79 мы рекомендуем использовать вальцы ПД 320 160/160 www.polgroup.ru/tex_pd320.html с доп. опциями, если в них есть, конечно, необходимость (см.ниже). Они могут обозначаться как ЛБ, а в соответствии с требованиями ISO 2393, оговорённых в ГОСТ 30263-96 возможно использовать вальцы СМ 350 150/150 www.polgroup.ru/tex_cm350.html.
Опции.
Для
лаборатории возможно укомплектование вальцев дополнительными опциями: регулирование скорости вращения валков,
укомплектовании дополнительной парой шестерён для изменения фрикции, цифровыми
и стрелочными показывающими, записывающими и регистрирующими приборами
потребляемой мощности, распорных усилий, величины зазора между валками,
температуры валков, температуры перерабатываемого материала, времени
вальцевания, возможность архивирования тех.процесса,
возможность подключения к ПК по RS 485, или установка панели оператора с
любыми заказываемыми функциями.
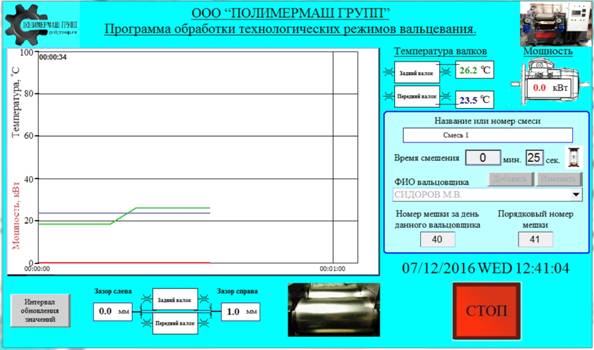
Стоимость и состав комплекта автоматики:
показывающие и транслирующие на Панель оператора Weintek
с тач-скрин 10" приборы, устанавливаемые на вальцах: потребляемой
мощности, температуры двух валков, величины зазора между валками с двух сторон,
времени вальцевания. Построение на экране графиков технологического процесса и
потребляемой мощности от заданного времени вальцевания, при желании пуск и
останов гл.двигателя с панели, звуковой сигнал по
окончании установленного времени вальцевания. Сохранения графиков в памяти с
датой, временем, ФИО вальцовщика, номером мешки по порядку и номером мешки
данного вальцовщика за этот день. С возможностью записи архива на флеш-носитель и просмотром архива и распечатки сохранённых
графиков на любом ПК.

Цена автоматики 225.000-00 (Двести
двадцать пять тысяч) рублей 00 копеек, в т.ч. НДС 18% рублей.
Регулирование фрикции на вальцах нецелесообразно по трём причинам. Во-первых, потому, что фрикция определяет назначение (тип) вальцев – смесительные, подогревательные, или смесительно-подогревательные. Во-вторых, промышленные вальцы работают на одной фрикции, посему нет необходимости лаборатории выдавать нереальную технологию для производства. В третьих, уже давно научно изучено и доказано, что использование вальцев с индивидуальным приводом на каждый валок с частотным регулированием оборотов каждого валка, приводит к плавающей фрикции, что крайне плохо для технологического процесса, потому, что происходит затягивания под нагрузкой одного валка другим, нагрузка на быстроходный валок резко возрастает и эл.двигатель быстро выходит из строя - перегревается и сгорает.
Производительность вальцев,
объём загрузки.
Производительность вальцев понятие относительное, поэтому в технических характеристиках этого параметра нет, т.к. в зависимости от назначения вальцев, от типа резин, от мощности эл.двигателя, от времени смешения одной загрузки производительность может быть различна. Методика расчёта производительности (выписка из литературы) описана www.polgroup.ru/proizv.html. Среднестатистические данные по загрузке материала на вальцы приведены в таблице. Для определения производительности вальцев необходимо знать время цикла смешения (обычно 8…12 минут). Умножая объём загрузки на количество циклов за 1 час и умножив затем на удельную плотность материала, получим производительность кг./час.
|
Вальцы СМ, ПД, ЛБ, ДР, РФ |
Объем
загрузки, литров(дм3) за цикл |
Истирание в среднем, кг/час |
||||
|
|
Длина валка |
Диаметр валков |
Длина раб.части
валков |
Мин. |
Мах. |
|
|
ПД 300 150/150 |
300 |
150 |
260 |
2 |
3 |
|
|
ПД(ЛБ) 320 160/160 |
320 |
160 |
290 |
3 |
4 |
|
|
ПД 350 150/150 |
350 |
150 |
310 |
3 |
4 |
|
|
ПД 450 225/225 |
450 |
225 |
400 |
6 |
8 |
|
|
ПД 600 400/400 |
600 |
400 |
510 |
13 |
17 |
125 |
|
ПД 630 315/315
22 кВт |
630 |
315 |
540 |
7 |
9 |
|
|
ПД 630 315/315
30 кВт |
630 |
315 |
540 |
10 |
12 |
|
|
ПД 700 300/300 |
700 |
300 |
600 |
12 |
15 |
|
|
ПД 800 315/315 |
800 |
315 |
690 |
15 |
18 |
|
|
ПД 800 550/550 |
800 |
550 |
690 |
25 |
32 |
|
|
ДР 800 550/550 |
800 |
550 |
690 |
|
|
150 |
|
ДР 800 490/610 |
800 |
490/610 |
690 |
|
|
400 |
|
ПД 900 360/360 |
900 |
360 |
780 |
18 |
24 |
|
|
ПД 1000 400/400 |
1000 |
400 |
850 |
22 |
29 |
|
|
ПД(ХК)
1200 450/450 |
1200 |
450 |
1000 |
30 |
50 |
|
|
ПД 1500 550/550 |
1500 |
550 |
1350 |
48 |
63 |
|
|
ПД 1500 650/650 |
1500 |
650 |
1350 |
57 |
75 |
|
|
ПД 1500 660/660 |
1500 |
650 |
1350 |
62 |
80…120 |
|
|
ПД 2100 660/660 |
2100 |
660 |
1940 |
83 |
109 |
|
|
ПД 2800 760/760 |
2800 |
760 |
2630 |
130 |
170 |
|
При увеличении мощности двигателя в некоторых моделях возможно увеличение объёма загрузки.
Валки и их нагрев.
Валки изготавливаются из чугуна с твёрдостью валков HRCэ 46…54, или стальные с HRCэ 50…55 с шероховатостью поверхности √0,63 «из под шлифовки» и имеют внутри полость для разогрева/охлаждения. Полость может быть получена методом центробежного литья (чугун), методом сварки трубы и цапф, методом периферийного сверления для улучшения теплопередачи. В полость валка может быть подан теплоноситель через краны и вращающиеся муфты в зависимости от необходимой технологической температуры валков:
· вода горячая до температуры 80°С.;
· вода холодная для охлаждения валков;
· пар до температуры 150°С.;
· масло до температуры 220°С.
· и другие теплоносители.
Вальцы в стандартной поставке не укомплектованы системой нагрева теплоносителя. Станции терморегулирования заказываются отдельно www.polgroup.ru/st_term.html, или изготавливаются и монтируются самостоятельно на месте при отсутствии магистрального паропровода.
Для пластических масс целесообразно применять вальцы с эл.обогревом валков www.polgroup.ru/tex_pd320E.html , трубчатые электронагреватели (ТЭН) установлены непосредственно в валках. Снятие температуры производится бесконтактным датчиком температуры с поверхности валка. Регулировка температуры каждого валка производится с помощью цифрового ПИД - регулятора. Учитывая, что охлаждение на таких вальцах отсутствует, применяются они в основном для приготовления композиционных материалов. Использование масла в качестве теплоносителя крайне затруднительно т.к. сложно найти насос, который будет стабильно работать при таких больших температурах (обычно все останавливаются уже на 150°С. и более экономически затратное, т.к. при косвенном нагреве теплоноситель должен быть нагрет на 15°С. больше из-за потерь в трубопроводах. Вальцы с эл.обогревом не рекомендуем использовать для резиновых смесей по нескольким причинам. Во первых имеется небольшая неравномерность нагрева поверхности валка, во-вторых более дорогие, в третьих сложность ремонта эл.нагревателей, в четвёртых - невозможность охлаждения валков.
Расчёт мощности парогенератора, или станции ерморегулирования для нагрева валков резинообрабатывающих вальцев.
|
Длина валков, мм. |
Диаметр валков, мм. |
Изготовитель |
Установленная мощность эл.нагревателей на 2-х валках |
Площадь пов-ти 2-х валков,
кв.см. |
Мощность, Вт. на 1 кв.см. |
Расчётная
мощность на два валка, кВт. |
Где расположены эл.нагреватели |
Скорость вращения заднего валка, мах, м/мин |
|
350 |
150 |
Китай |
5,4 |
3 297 |
1,64 |
5,4 |
внутри валков |
14 |
|
350 |
150 |
Китай |
10 |
3 297 |
3,03 |
10,0 |
в термостанции |
17 |
|
320 |
160 |
Россия |
7,2 |
3 215 |
2,24 |
7,2 |
внутри валков |
17 |
|
630 |
315 |
Россия |
|
12 463 |
2,24 |
27,9 |
|
20 |
|
630 |
315 |
Китай |
|
12 463 |
2,24 |
27,9 |
|
22,68 |
|
900 |
360 |
Китай |
20 |
20 347 |
0,98 |
20,0 |
внутри валков |
20,53 |
|
1000 |
400 |
Китай |
|
25 120 |
2,24 |
56,3 |
|
|
|
1200 |
450 |
|
|
33 912 |
2,24 |
75,9 |
|
|
|
1500 |
550 |
Россия |
|
51 810 |
2,24 |
116,0 |
|
|
|
1500 |
550 |
Китай |
|
51 810 |
2,24 |
116,0 |
|
18 |
|
1500 |
660 |
|
|
62 172 |
2,24 |
139,2 |
|
|
|
2100 |
660 |
|
|
87 041 |
2,24 |
194,9 |
|
|
При нагревании валков с помошью эл.нагревателей, с
температурой нагрева валков до 200 градусов С.
·
установленных внутри валков - мощность
нагревателей колеблется от 1,6 до 2,24 Ватт на кв.см. поверхности валков
· установленных снаружи валков - мощность нагревателей колеблется от 3,0 до 3,6 Ватт на кв.см. поверхности валков
Более подробная информация о вальцах с
фото, тех.характеристиками, ценами всё на сайте www.polgroup.ru/valc.html .
Любые вопросы можете задать
по телефону/факсу (812)
304-38-96, сотовый. тел. +7 921-903-30-25, или Skype:
viacheslav_laptev
Лаптеву Вячеславу
Анатольевичу , генеральному директору ООО «Полимермаш групп»
а
также написать письмо на E-mail: iplap@mail.ru , или прямо с сайта
www.polgroup.ru .